Добрый день, дорогие друзья. Я рад приветствовать Вас на страницах информационно-инженерного портала Веб-Механик.РФ.
Сегодня речь пойдет о таких конструктивных элементах как шпонки. Что такое шпонка? Шпонка — это деталь, устанавливаемая в разъем двух соединяемых деталей и препятствующая их взаимному перемещению, то есть фиксирует их относительно друг друга. Поэтому, чаще всего, шпонки применяются для передачи вращающего момента.
[box type=»info»]Шпонки различаются по характеру работы:
[unordered_list style=»tick»]
- Ненапряженные — призматические и сегментные шпонки
- Напряженные — клиновые и тангенциальные шпонки
[/unordered_list]
[/box]
[box type=»info»]Шпоночные соединения (соединения при помощи шпонок) бывают двух видов — подвижные и неподвижные.[/box]
В этой статье мы рассмотрим призматические и сегментные шпонки (незагруженные шпонки).
Ну что ж, поехали!

Шпонки сегментные и призматические
Призматические шпонки бывают нескольких видов и конструкций, но в общем и целом, их можно разделить на следующие типы:
[unordered_list style=»arrow»]
- обыкновенные, предназначенные для неподвижных соединений ступиц с валами.
- направляющие, с креплением на валу, применяемые при необходимости перемещения ступицы вдоль вала.
- скользящие (ГОСТ 12208-66), перемещающиеся вдоль вала вместе со ступицей, с которой соединены посредством цилиндрического выступа.
[/unordered_list]
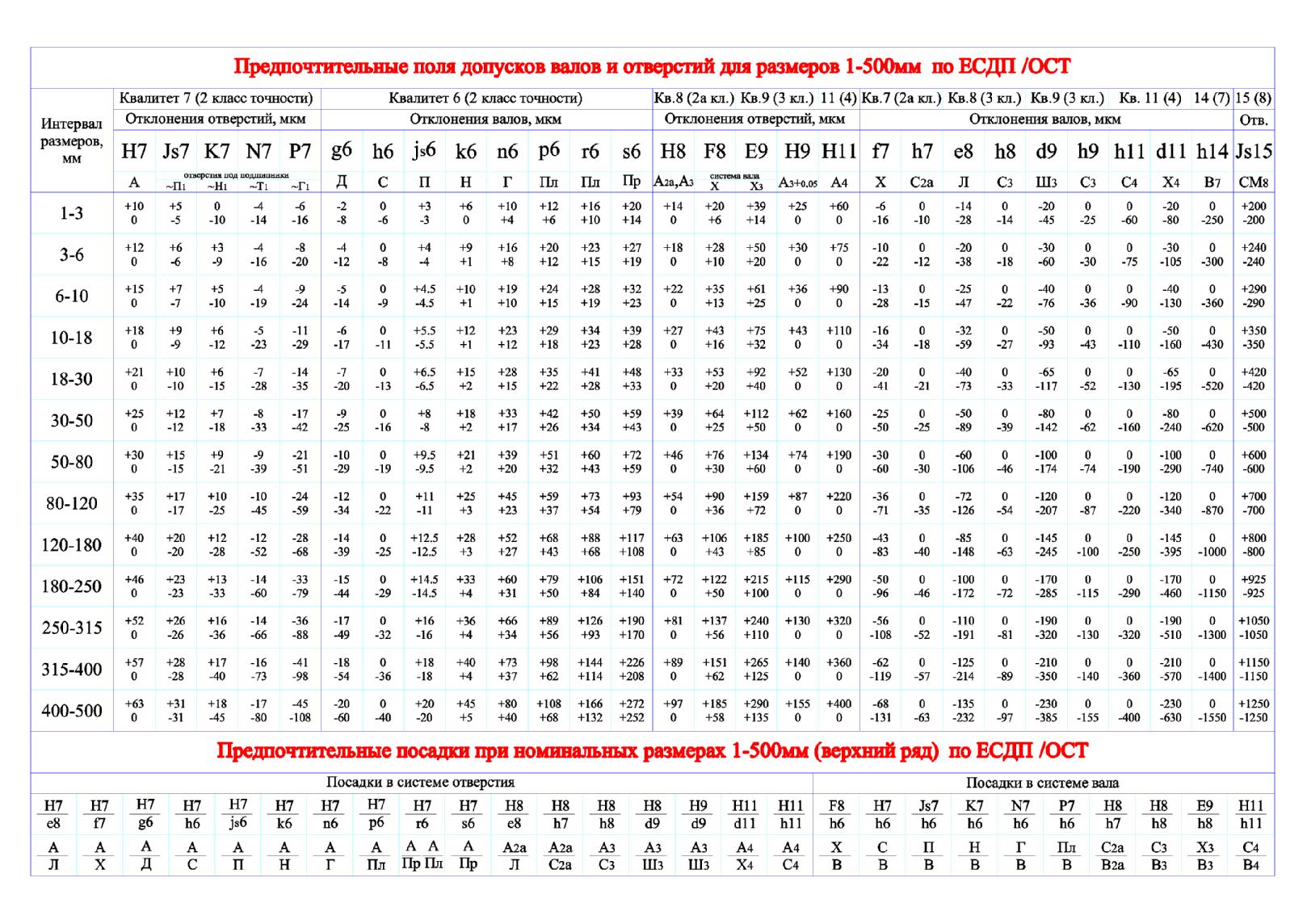
Для обеспечения посадок призматических шпонок предусмотрены поля допусков:
[unordered_list style=»tick»]
- на ширину паза вала — Н9, N9 и Р9;
- на высоту шпонки 2-6 мм — h9 и свыше 6 мм – h11;
- на длину шпонки h14 и на длину паза — H15.
[/unordered_list]
Сегментные шпонки по ГОСТ 24071-80 применяют при необходимости частого демонтажа узла.
Клиновые шпонки по ГОСТ 24068-80 представляют собой самотормозящийся клин с уклоном 1 : 100; они крепят ступицу также и в осевом направлении, из-за возникающих при эксплуатации перекосов эти шпонки применяют только для тихоходных, неответственных деталей.
[box type=»info»]Это интересно:
Возможно Вам будет полезна статья «Билеты и ответы по программе обучения слесарей 2-3 разряда.» В ней приведены вопросы и ответы по программе обучения на производстве слесарей-ремонтников 2-3 разряда.[/box]
Технические требования к шпоночным соединениям предусматривают:
- правильность формы и размеров шпонки и пазов вала и ступицы по всей длине;
- отсутствие заусенцев и забоин на рабочих поверхностях шпонки и пазов;
- параллельность оси шпонки и осей вала или отверстия ступицы;
- симметричность боковых поверхностей пазов вала и ступицы относительно диаметральной плоскости;
- тщательную пригонку рабочих поверхностей шпонки и пазов; наличие зазоров по высоте для призматических и сегментных шпонок и по ширине для клиновых шпонок.
Порядок сборки соединений с обыкновенной призматической шпонкой представляет собой подготовку нужной шпонки (из чистотянутого прутка). Далее следует пригонка шпонки по пазу вала (припиливание или шабрение по краске). Затем делается запрессовка шпонки в вал прессом, струбцинами или ударами медного молотка. В конце на особо ответственных деталях проводится проверка щупом на предмет отсутствия зазора между боковыми сторонами шпонки и паза. Также возможна пригонка ступицы к боковым сторонам шпонки с минимальным зазором для неподвижных соединений и с гарантированным зазором для подвижных.
Шпонки сегментные (ГОСТ 24071-80). Номинальные размеры, мм
")
Таблица 1
| d | РАЗМЕРЫ ШПОНОК | ГЛУБИНА ПАЗА | r | |||||||
| b | h | D | L | c или r1 | вала | втулки | ||||
| min | max | t | t1 | min | max | |||||
| От 3 до 4 | 1 | 1,4 | 4 | 3,8 | 0,05 | 0,08 | 1,0 | 0,6 | — | 0,05 |
| Св. 4 до 6 | 1,5 | 2,6 | 7 | 6,8 | 0,05 | 0,08 | 2,0 | 0,8 | — | 0,05 |
| Св. 6 до 8 | 2 | 2,6 | 7 | 6,8 | 0,16 | 0,25 | 1,8 | 1,0 | 0,08 | 0,16 |
| 2 | 3,7 | 10 | 9,7 | 0,16 | 0,25 | 2,9 | 1,0 | 0,08 | 0,16 | |
| 2,5 | 3,7 | 10 | 9,7 | 0,16 | 0,25 | 2,9 | 1,0 | 0,08 | 0,16 | |
| Св. 8 до 10 | 3 | 3,7 | 10 | 9,7 | 0,16 | 0,25 | 2,5 | 1,4 | 0,08 | 0,16 |
| 3 | 5,0 | 13 | 12,6 | 0,16 | 0,25 | 3,8 | 1,4 | 0,08 | 0,16 | |
| 3 | 6,5 | 16 | 15,7 | 0,16 | 0,25 | 5,3 | 1,4 | 0,08 | 0,16 | |
| Св. 10 до 12 | 4 | 5,0 | 13 | 12,6 | 0,16 | 0,25 | 3,5 | 1,8 | 0,08 | 0,16 |
| 4 | 6,5 | 16 | 15,7 | 0,16 | 0,25 | 5,0 | 1,8 | 0,08 | 0,16 | |
| 4 | 7,5 | 19 | 18,6 | 0,16 | 0,25 | 6,0 | 1,8 | 0,08 | 0,16 | |
| 4 | 9,0 | 22 | 21,6 | 0,16 | 0,25 | 7,5 | 1,8 | 0,08 | 0,16 | |
| Св. 12 до 17 | 5 | 6,5 | 16 | 15,7 | 0,25 | 0,40 | 4,5 | 2,3 | 0,16 | 0,25 |
| 5 | 7,5 | 19 | 18,6 | 0,25 | 0,40 | 5,5 | 2,3 | 0,16 | 0,25 | |
| 5 | 9,0 | 22 | 21,6 | 0,25 | 0,40 | 7,0 | 2,3 | 0,16 | 0,25 | |
| 5 | 10,0 | 25 | 24,5 | 0,25 | 0,40 | 8,0 | 2,3 | 0,16 | 0,25 | |
| Св. 17 до 22 | 6 | 9,0 | 22 | 21,6 | 0,25 | 0,40 | 6,5 | 2,8 | 0,16 | 0,25 |
| 6 | 10,0 | 25 | 24,5 | 0,25 | 0,40 | 7,5 | 2,8 | 0,16 | 0,25 | |
| 6 | 11,0 | 28 | 27,3 | 0,25 | 0,40 | 8,5 | 2,8 | 0,16 | 0,25 | |
| 6 | 13,0 | 32 | 31,4 | 0,25 | 0,40 | 10,5 | 2,8 | 0,16 | 0,25 | |
Допускается в технически обоснованных случаях применять стандартные шпонки меньших размеров сечений на валах больших диаметров (за исключением выходных концов валов).
В зависимости от принятой базы обработки и измерения на рабочих чертежах указывают размеры: d + t1 — для втулки; t (предпочтительный вариант) или d – t — для вала.
Пример обозначения сегментной шпонки размерами b = 6 мм, h = 10 мм:
Шпонка сегм. 6 х 10 ГОСТ 24071-80
Шпонки призматические (ГОСТ 23360-78). Номинальные размеры, мм
")
Таблица 2
| d | b | h | t | t1 | r | c или r1 | L | ||
| min | max | min | max | ||||||
| От 6 до 8 | 2 | 2 | 1,2 | 1,0 | 0,08 | 0,16 | 0,16 | 0,25 | 6-20 |
| Св.8 до 10 | 3 | 3 | 1,8 | 1,4 | 0,08 | 0,16 | 0,16 | 0,25 | 6-36 |
| Св. 10 до 12 | 4 | 4 | 2,5 | 1,8 | 0,08 | 0,16 | 0,16 | 0,25 | 8-45 |
| Св. 12 до 17 | 5 | 5 | 3,0 | 2,3 | 0,16 | 0.25 | 0,25 | 0,40 | 10-56 |
| Св. 17 до 22 | 6 | 6 | 3,5 | 2,8 | 0,16 | 0.25 | 0,25 | 0,40 | 14-70 |
| Св. 22 до 30 | 8 | 7 | 4,0 | 3,3 | 0,16 | 0.25 | 0,25 | 0,40 | 18-90 |
| Св. 30 до 38 | 10 | 8 | 5,0 | 3,3 | 0.25 | 0,40 | 0,40 | 0,60 | 22-110 |
| Св. 38 до 44 | 12 | 8 | 5,0 | 3,3 | 0.25 | 0,40 | 0,40 | 0,60 | 28-140 |
| Св. 44 до 50 | 14 | 9 | 5,5 | 3,8 | 0.25 | 0,40 | 0,40 | 0,60 | 36-160 |
| Св. 50 до 58 | 16 | 10 | 6,0 | 4,3 | 0.25 | 0,40 | 0,40 | 0,60 | 45-226 |
| Св. 58 до 65 | 18 | 11 | 7,0 | 4,4 | 0.25 | 0,40 | 0,40 | 0,60 | 50-180 |
| Св. 65 до 75 | 20 | 12 | 7,5 | 4,9 | 0,40 | 0,60 | 0,60 | 0,80 | 56-180 |
Размер L в указанных пределах принимать из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180.
Отклонения размеров шпонок и пазов – по ГОСТ 7227-58.
Допускается в технически обоснованных случаях применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов.
В зависимости от принятой базы обработки и измерения на рабочих чертежах указывают размеры: d + t1 – для втулки: t (предпочтительный вариант) или d – t — для вала.
Примеры обозначений шпонок:исполнения 1, размерами b = 16 мм, h = 10 мм, L = 50 мм:
Шпонка 16 х10 х50 ГОСТ 23360-78
То же исполнения 2:
Шпонка 2-16 х10 х50 ГОСТ 23360-78